
Troubleshooting Photomicrography Errors
Color Negative Film Processing Errors
All color films consist of at least three black & white emulsions, coated one on top of the other to form a permanent, multi-layered structure supported by the film base. The top emulsion responds only to the blue third of the spectrum, while the middle and lower emulsion layers respond only to the green and red thirds, respectively. Each layer of a color negative film emulsion absorbs a specific subset of the entire spectrum of visible light wavelengths, prescribed by the properties of the dyes embedded in that layer.

Other colors will react with two or more of the emulsion layers to reproduce that color when the negative is printed. Color negative film produces an image that is complementary with respect to colors and density of the original microscopic viewfield. Subsequently, the negative is printed, usually onto color photographic paper, to yield a positive color print. When negative film is processed, the developer converts light-sensitive crystallites of silver halide (usually the bromide salt) compounds in the emulsion layers into metallic silver. While doing this, the developer also oxidizes and combines with dye couplers that are either built into the emulsion layers or added during development. The result is the formation of three dye layers, one from each of the subtractive primary colors: cyan, magenta, and yellow. The blue-sensitive layer of the original film forma a yellow image, while the green and red-sensitive layers form magenta and cyan images, respectively. Bleach is then utilized to remove all of the silver metal, and each layer is left with only a color image. Color negative film has an orange mask that is used to help control contrast and correct for deficiencies in green and red-sensitive layers when the negatives are printed.
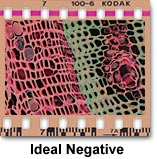
The specimen employed in this discussion is a brightfield color photomicrograph of a quadruple-stained thin section of longitudinal tracheids derived from loblolly pine. The staining mixture consists of safranin O (nuclei, chromosomes and cell walls), fast green (cytoplasm and cellulose cell walls), crystal violet (starch), and orange G (acidophilic cytoplasm). A Kodak Wratten CC10M magenta color compensating filter was used in the light path to eliminate a green cast present in background of the stained specimen. The image was recorded on Fujicolor Superia 100 color negative film and processed using the Kodak C-41 technique at 37.8 degrees centigrade.
Processing color film requires considerably more effort and attention than does black & white film. Although the basic steps are similar in nature, color processes require more steps and greater temperature control than do black & white processes. The stability of chemical solutions is also a factor in color processing, because sensitive combinations must be mixed immediately prior to use to avoid rapid deterioration of the components. In general, the shelf life of diluted color process chemicals is far less than those used for black & white film processing.
When color negative film is processed, the first step (color developer) is designed to initiate reduction of silver halide salts in each of the three emulsion layers into metallic silver that produces a negative image. This step is common to all color photographic materials regardless of whether they ultimately produce positive or negative images on film or paper. After the silver has been formed, exhausted agents reach with dye couplers to simultaneously form colored dye images, which represent the complementary color to the wavelengths of light that were originally recorded by the film. This process is commonly referred to as chromogenic development. In the emulsion, yellow dye is formed and coupled to the blue-sensitive layer, magenta dye is formed in the green-sensitive layer, and cyan dye is formed in the red-sensitive layer of the film.
The next step is a bleach solution, which actually stops the development process and oxidizes black silver metal back into silver halides that can be fixed out together with other unprecessed halides. Fixer is either used alone (Kodak C-41 process), or coupled with a fixer in the same solution (called a bleach/fix), in "hobby" kits that feature truncated color negative process solutions. After bleaching and fixing, the film is washed to remove fixer and other soluble by-products, then rinsed in stabilizer to improve dye stability and harden the emulsion.
Most brands of color negative film are processed by the Kodak C-41 color processing system of chemicals. Similar processing chemistry is also offered by aftermarket manufacturers such as Beseler, Unicolor, Photocolor, and Tetenal. The processing steps are identical for all C-41 type processes and include a color developer, bleach, fixer, bleach/fix, final wash, stabilizer, and drying. Provided temperature control can be established (a constant 37.8 degrees centigrade +/- 0.1 degree), this process can be conducted in the laboratory using small daylight developing tanks, or if the expense account allows, more complex motorized rotary-tube film processors with built-in water baths and temperature control. Commercial roller-drum tank units for processing color negative film are available for under $1000. Truncated C-41 process kits that simplify the process by combining several of the steps are also available for amateur photographers. These simplified processes contain a color developer, fixer, combined bleach and fixer, and a stabilizer bath. Although they also require strict control of temperature, the aftermarket "hobby" C-41 kits are much easier to use and do have somewhat more temperature latitude than do standard C-41 processes.
The color developer is the critical part of the C-41 (or hobby kit) process, and it is essential that the temperature be held to within the specified limits. The bleach, fixer, washes, and stabilizer should also be maintained under tight temperature control, ideally at the same temperature as the color developer, although the specified range is usually 24 to 41 degrees Centigrade. C-41 hobby kits by Kodak and other manufacturers can be used to develop 16 rolls of film with 24 exposures in the magazines. As the solutions age, extended processing times are necessary to achieve the desired effects. Details on the time increases are given in an instruction booklet supplied with the kit. It is probably better to add one to two minutes to the color developer time given and about five minutes to the bleach/fixer time to insure adequate bleaching of unwanted dyes.
Because the C-41 process color developer (the first step) has such a short process time (three and a quarter minutes), agitation is extremely critical. The pre-warmed solution should be rapidly added to the development tank and agitation started immediately. After the color developer has completed its alotted time, it is discarded and the film is rinsed thoroughly with wash water. The last starges are typically a pre-bleach solution, designed to stop chemical carry over, followed by bleaching, fixing, and washing exhaustively to remove all solubilized silver salts.
Development is the critical stage in processing color negative film. Most films of this type will not tolerate development changes because color is affected along with film density and contrast. Some color negative films are designed to allow adjustment of color development times (push or pull processing) to compensate for exposures made either at lower or higher ISO ratings than the film emulsion is registered for. When overdeveloped, most color negative films demonstrate color casts that are different in shadowed and highlight regions. In addition, pushed film has a high level of fog and grain.
Examination of processed color negative film is an important step in evaluating the results of photomicrography experiments. The first step is to carefully check the film for proper exposure and errors that may have been introduced by color balance, heat reducing, neutral density, and compensating filters. Color negatives that are very dense and dark have been overexposed, a condition that occurs when too much light reaches the film plane. This is not a film processing error, but rather demonstrates incorrect use of the microscope. Another common photomicrography error with color negative film is underexposure, where the film density is very thin because not enough light has reached the film. These and other color negative film errors are thoroughly discussed in our section entitled Troubleshooting Color Negative Film Errors, which describes common errors encountered in photomicrography using this type of film.
Evaluation of color negatives is somewhat difficult and requires more skill and experience than do black & white negatives or color transparencies. Highlight areas should not be excessively dense and shadowed features should be sufficiently detailed to render an overall balanced photomicrograph. Judging specific colors in color negatives is complicated by the presence of a mask that produces an orange tint over both the sprocket holes and the image area, including the color dye layers. The purpose of this mask is to help control contrast and correct for deficiencies in green and red-sensitive layers when the negatives are printed.
In many instances it is difficult to distinguish between errors that occur during processing and those that arise as a result of mishandling the microscope. Some errors are extremely subtle in nature, such as small contrast discrepancies and unusual density shifts, but others are often blatant. A variety of the most common errors encountered in color negative film processing are discussed in the paragraphs below with accompanying illustrations derived from photomicrographs of the specimen described above.

Overdevelopment with color negative films in the C-41 process leads to very dark contrasty negatives that have dense highlights lacking in detail with a dramatically increased grain size. In many instances, edge numbers and letters often appear very dark, too. This error can occur when film is left in the color developer for more than the recommended time, even when specifically intended during push-processing (which, by its nature increases grain size). The same effect will occur if the temperature is too high or the agitation is too vigorous. Carefully monitor the water bath temperature during the C-41 process, especially when using the color developer solution. The temperature should remain at 37.8 degrees Centigrade without any significant deviation to avoid process errors. Other bath temperatures (bleach and fixer) are not as critical and can afford a few degrees of fluctuation.

Underdevelopment when processing color negative film using the C-41 method leads photomicrographs that are low in contrast, although the image does contain some detail in highlight regions and midtones. Typically, when the color developer time is cut too short, resulting negatives appear obviously underdeveloped and are very thin. Another cause for underdevelopment with color negative film occurs when the water bath temperature falls below the recommended level of 37.8 degrees Centigrade. The C-41 color developer step is so sensitive to temperature that even if the drop is only 0.5 degrees, there will be a noticeable decrease in film density. It is a good idea to pre-heat both the color developer (and other processing solutions) as well as the developing tank for at least 15 minutes prior to initiating film processing. Similar results are obtained when the film is insufficiently agitated during the development process. The color developer must be poured into the developing tank very quickly and agitation must start immediately. Underdeveloped film should be carefully examined on a light table (5500 K) to determine if it is salvageable. There is a possibility that underdeveloped film can be restored, at least to a certain degree, with chemical dye reducer.

When every frame in a color negative filmstrip has been only partially developed, then one edge of the entire roll will appear much light than the opposite edge. This occurs when there is not enough color developer solution in the processing tank to completely immerse the film. To avoid the problem in the future, carefully measure the volume of liquid necessary to cover all film reels inside the developing tank and use this measurement to adjust developer solution volumes in subsequent processing sessions. Roller drums that are not properly filled will produce partially developed film frames positioned at only one end of the strip, nearer the center of the film reel. Film that has been only partially developed is permanently damaged and will not produce good prints unless enough of the image remains to allow satisfactory elimination of undesirable areas by cropping.
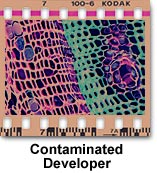
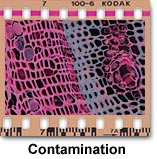
Unusual or unrealistic color casts or an obvious lack of color balance is often the result of a contaminated color developer solution. The source of contamination could range from unclean processing equipment (developing tank, graduated cylinders, mixing bottles, etc.) to mistakes mixing the processing chemicals. It is a good idea to use the same mixing bottles for each solution, even through they are washed out at the end of the processing session. By carefully labeling each bottle, mistakes are kept to a minimum. First developer solutions that have been diluted to working volume, then left for lengthy periods of time before use, can also produce strange color shifts in addition to underdevelopment. Even when the process temperature is raised to compensate for aged chemicals, reactions in the film emulsion during development with old solutions often leads to disastrous results.
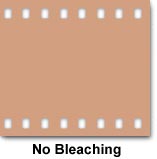
Clear film with no edge marking numbers or letters is usually the result of omission of the bleach/fix stage, but could also result if the color development is forgotten. This error is easy to differentiate between unexposed film, which is also clear, but will display black or red edge numbers. If the film has been processed successfully through the color developer, there should be some detail present when examined through a bright light, such as a fiber optics illuminator. Hold the negative up to the illuminator, and examine the surface with a 10x loupe. Some detail should be visible (although very faint), which may indicate that the film can be salvaged by processing in the bleach/fix solution. If extra solution is available, there is nothing to lose by attempting to properly bleach the dyes and fix the film, even if it has gone through a wash and drying cycle. However, if the film was placed into an aldehydic stabilizer bath prior to drying, then it is pointless to try and bleach unwanted dyes, which are now chemically fastened to the emulsion. There is no point in trying to recover the film if the color development stage is omitted.
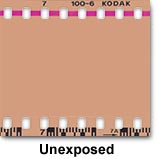
When the film is totally clear, but edge markings are present and have been properly developed, there is a possibility that the film has not been exposed. This can be indicative of a serious problem with the film advance mechanism on automatic cameras or a malfunction of the camera shutter system. If the entire roll is unexposed, yet the camera appeared to be functioning properly during photomicrography, check to make certain the camera is receiving light from the microscope. Also examine the take-up spool to make sure it is working properly and the film is correctly attached. Many automatic exposure systems will not allow film to be exposed when insufficient light is being received, but older manual systems do not have this safety feature. In film rolls where only a single or couple of frames are unexposed, check the camera to make sure film is advancing properly.
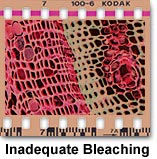
If color negative film is inadequately bleached, the result is less than normal amounts of cyan dye is formed because some of the dye remains in the leuco (colorless) condition. Often, film that has not received enough time in the bleach solution will have an overall red cast or small red spots (from lack of cyan dye) on the emulsion. Another indication of inadequate bleaching is the presence of a grayish-brown fog on highlights with corresponding shadow detail that is lacking or too dark. This is due to retained silver salts that have not been removed by the bleaching chemicals, either because of insufficient agitation, process time, or a depleted solution. In many cases, bleaching errors can be corrected by rolling the film back onto reels and re-bleaching the entire roll. This remedy will only work if the film has not been subjected to fixing in the stabilizer bath.
If the film is fixed before bleaching or if bleach/fix solution contaminates the color developer, then color balance, tonal qualities, and overall film density will be compromised. Contamination of the color developer with bleach or fixer will render color tones a bluish color and may reduce or reduce film density, depending upon the concentration of the contaminant. In fact, any contamination of a developer with another solution usually results in a color shift and reduced color density. Subjecting the film to fixing prior to the bleach step prevents removal of the silver complexes normally formed during bleaching. In this case, film can often be recovered by bleaching for the recommended period (or even extending bleach processing time by 25 percent), followed by fixing, then washing and stabilization. Small amounts of bleach/fixer in the color developer solution will also result in bluish color tones that are impossible to cure.
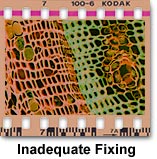
Inadequate fixing usually results with incomplete removal of all the sensitizing dyes and silver halide in color negative film emulsions. A consequence of this is a shift of the emulsion towards red and green color casts and an undesirable milky or cloudy appearance of the negatives. This error occurs when the fixer has been diluted by excessive solution carryover (in large processes), inadequate fixing time, underreplenishment, and fixer sulfurization. The process temperature has very little effect on fixing rate if all other fixer solution conditions are within tolerances. In some instances, a lack of agitation may cause incomplete fixing of the negatives. Color negatives that suffer from inadequate fixing are easily remedied by reprocessing in the fixing solution for the appropriate time.
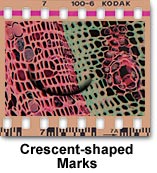
Dark or light crescent-shaped marks (or "half-moons") can appear anywhere on the negative, including near the take-up spool sprocket perforations, and are due to mechanical wrinkling or creasing of the film. This error usually occurs during loading of film into the tank prior to processing or during removal of processed film from tank reels. The size of the mark is an indication of the severity of damage to the film base, especially when some of the emulsion has been removed. If the damaged area does not cover the entire negative, it may still be possible to get a usable print by cropping to include only good portions of the film during printing.
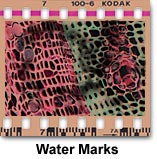
Water marks are light or dark gray spots that occur when water containing a significant amount of dissolved salts (hard water) dries on the emulsion surface. Careful use of hypo clearing agent or similar wetting agents followed by squeegeeing the film will help alleviate this problem, but will not guarantee a cure. Spots having a dark outline are caused by water coming into contact with the film surface after the emulsion has dried. This mistake usually occurs during cutting and packaging of the film and can be avoided by careful handling of film after processing and drying. Water marks can often be removed with film cleaner without compromising the integrity of the emulsion surface.
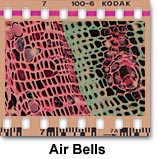
Air bells are circular light spots that form in regions where the film developer was unable to reach the emulsion as a result of air bubbles clinging to the surface. The easiest way to avoid air bells is to gently tap the developing tank on the laboratory benchtop just after the developing solution has been added. In addition, the developing solution should be agitated according to the manufacturer's instructions during processing to dislodge any air bubbles that subsequently form on the film. On some occasions, air bells appear reddish or blue when they occur during fixing.
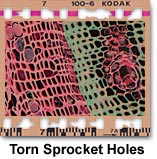
Torn sprocket holes can be an indication of a serious problem with the camera or darkroom procedures. Generally, damage to sprocket holes (the perforations used by the takeup spool to advance the film) occurs because of a problem in the camera advance mechanism. Frequently, the problem is caused by rewinding the film by force without first engaging the rewind mechanism (a button on the camera body). Another common cause of torn sprockets is trying to forcibly advance film after the end of the roll is reached. In many instances, the film is torn off the spool, compounding the problem. When the film has been mishandled during loading or unloading of the developing tank, damage to sprocket holes can also occur. This is because film is usually loaded into spiral grooves in a plastic or metal spool before being placed in the development tank. If the film is forced into the grooves or rapidly extracted, some damage can occur if one of the sprocket holes becomes caught in the reel or spool. To investigate this type of damage, carefully examine the camera back to determine if the problem lies with the takeup reel or some other portion of the film advance mechanism. If not, then review darkroom technique to see how it can be improved.
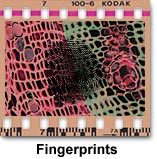
The presence of contaminating fingerprints on the emulsion will be obvious and is usually destructive to the film. Touching dry film with moist fingers is the usual source of this problem, but it can also occur during processing when the wet and soft emulsion surface is accidentally handled. If the fingerprints are due to developer solution, then resulting marks will be light and usually impossible to remove. When the marks are caused by touching the film with fingers that are wet from fixer chemicals, then darker colored fingerprints will be left on the emulsion that can sometimes be removed by thorough washing. To avoid fingerprints on film surfaces, rinse and dry hands after they have been exposed to chemical solutions and handle film by the edges, not the surface. Fingerprints due to grease and oils can sometimes be removed by rewashing film and treating it again with a wetting agent, or by cleaning the film with a cotton swab or film cleaner. Handling film with cotton editing gloves will avoid fingerprint problems.
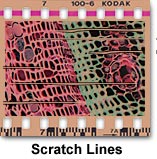
Long thin scratches that run parallel to the length of a filmstrip are caused by tears and partial removal of the emulsion by mechanical force. This usually occurs during squeegeeing, but can also occur in the camera back or during processing. Check the film pressure plate on the camera back for damage or raised areas that might be scratching the film as it advances or rewinds. If the film has been forcefully loaded into the developing spool, sometimes the emulsion is rubbed too hard against the spool, causing blemishes. Film bulk loaders are often the source of scratched film, but this is usually not obvious until the film has been processed. If the error occurs repeatedly, then carefully examine film loading and darkroom technique to uncover the source of the problem. Film that has been damaged in this manner cannot generally be repaired, but one remedy (for printing and scanning purposes) is to gently rub some skin oils (from the forehead or nose) into the scratches for a quick fix. Eventually the oil will collect dust and should removed with film cleaner before storing the transparencies.
Large blank spots or patches on the emulsion surface are usually either opaque or very dark in shade when viewed on color negative film. Occasionally, blank patches will appear clear on the negatives, creating undesirable dark spots on resulting prints. The usual cause is two loops of film that have stuck together in the spool or reel during development. Often, to conserve space in developing tanks, photographers will stack several filmstrips together in the same reel, or will inadvertently wind two loops together on stainless steel reels.
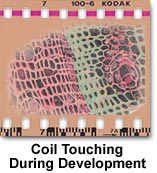
Squeezing reels too tightly in the developing tank can also cause film to overlap and touch. When this occurs, developing solution is prevented from reaching the film emulsion at the point of contact, and the film will not be adequately processed. In most instances, the affected area will remain totally unprocessed and opaque, but can become clear if the film separates later in the development process. To avoid the problem, check to ensure film is winding correctly on the reel, and listen for crackling or other unusual sounds when loading film reels in the darkroom. If the winding doesn't proceed smoothly, unwind the film and start over again.
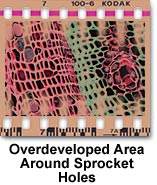
Repetitive streaks originating from the sprocket holes and traveling down into the emulsion are caused by too much agitation of the developer solution. The primary goal of agitating the first developer solution is to ensure an even spread across the film surface and to continuously replenish depleted chemicals in the area immediately adjacent to the emulsion. Excessive agitation can force too much fresh developer into contact with the emulsion, causing an overdevelopment problem. The solution to this processing error is gentle, yet sufficient agitation of the film according to the manufacturer's specifications during processing. Overdeveloped film is often damaged beyond repair and should usually be discarded. Exceptions do occur however, and film that is not too overdeveloped can sometimes be printed satisfactorily.

Uneven development is manifested by light patches and streaks on the color negative film and is caused by insufficient agitation of the film developing solution. When the agitation level is not high enough, depleted chemicals near the emulsion surface are not replenished in time to complete the development process and can accumulate and slide across the film. This retards film development in large areas causing streaks that compromise the integrity of the negatives. Although film that is streaked cannot be repaired, future development sessions can be successful if the manufacturer's recommended agitation rates are followed. Negatives that have been streaked by uneven development usually yield unsatisfactory prints, but if the affected area is small, then judicious cropping can often produce a reasonable print.
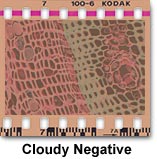
Cloudy film, a milky texture that occurs across the entire emulsion surface, is probably due to inadequate bleach/fixing or contamination of mixing vessels or processing equipment. This error is also common when one of the developer solutions is contaminated with another solution. When the film is first removed from the developing tank, it should be carefully examined for processing errors. If the film appears cloudy, immediately place the film back into the development tank and load another batch of fixer or bleach/fix solution. Agitate for approximately five to ten minutes and reexamine the film. If it still appears cloudy, then the fixer is depleted or too old and should be replaced. There is plenty of time to prepare a fresh batch of fixer while the film is kept immersed in water. On some occasions, film that appears fogged or cloudy may have been permanently damaged by light leaks, heat exposure, or irradiation by X-rays at airport checkpoints. Laboratories that use radioactive chemicals capable of gamma radiation should also store and use film in locations far removed from radioactive chemical work areas.
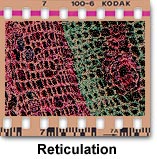
Reticulation occurs when film is exposed to extreme variations in processing temperature. The negative image appears "crinkled" or cracked throughout the surface and is damaged beyond repair. This error usually occurs when heated developer is inadvertently placed into the developing tank immediately after mixing. If the color developer bath is too warm, reticulation can occur to a lesser degree. As the degree of reticulation is reduced (by using cooler solutions), the cracked surface is no longer a problem, but film grain size often becomes increased. The solution to this problem is to carefully monitor the temperature of all solutions used in the development process. On rare occasions, reticulation can lead to production of prints with some degree of artistic merit, but most film damaged in this manner yields unsatisfactory prints.
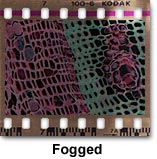
Fogging is the result of a light leak, either in the film development tank, darkroom (light leaking through the door, an inadequately blocked window, or a safelight), or in the camera back. Usually several frames are destroyed by fogging, but not the entire roll. Check all potential problem areas to ensure the mistake is not repeated with the next roll. Light leaks in the development tank can occur because the lid is not properly secured, or because the light-tight solution tube that runs through the center of the film reels is not seated properly. In rare cases, development tanks are cracked when they are slammed against the counter to dislodge air bubbles. Darkroom light leaks can be detected by turning off the lights and waiting for 15 minutes, allowing the eyes to become accustomed to the darkness before checking around door and window edges.
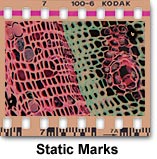
Static marks occur when film is unrolled too quickly in a darkroom under conditions of extreme low humidity, usually during the winter season. They appear as scratches, spots, or lightning-like black lines caused by static electricity that is prevalent in dry conditions. Static marks can also be caused inside the camera back or in bulk loaders when film is advanced or rewound too rapidly in dry weather. To avoid this problem, always take precautions when loading or unloading cameras and developing tanks when the relative humidity drops below 35 percent, especially in high pressure areas. Film, whether processed or unprocessed, should always be handled carefully using cloth gloves to avoid static discharge and other forms of mechanical and chemical damage.
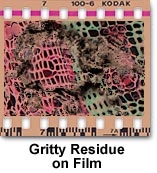
Grit and dirt on the negative surface is usually caused by inadequate washing or improper use of wetting agents. Make certain that wash water circulates well and is replenished often, and that wetting agents are properly diluted (they can leave a residue when used too concentrated). Damp film readily attracts dust and dirt, so thoroughly dry film before handling. Areas that have extremely hard water are prone to this type of problem. Filtering water before using it for photography processing is always a good idea, but in areas with hard water, it can become critical. Mix commercial wetting agents with distilled water for the best results.
Processing color negative film in the laboratory has a number of advantages and may be less expensive than using commercial processors in the long run. It is definitely faster and more convenient to process film at a local drug store or supermarket, but if quality control and special techniques are important, then it is probably better to process in-house. Some popular and redily available color negative films that are easily developed in the laboratory are Agfacolor, Fujicolor, Kodak Vericolor, and Gold Plus films.
Contributing Authors
Mortimer Abramowitz - Olympus America, Inc., Two Corporate Center Drive., Melville, New York, 11747.
Michael W. Davidson - National High Magnetic Field Laboratory, 1800 East Paul Dirac Dr., The Florida State University, Tallahassee, Florida, 32310.
BACK TO PHOTOMICROGRAPHY ERRORS